Riempimento a densità multipla in stampa 3D




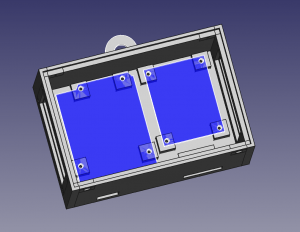
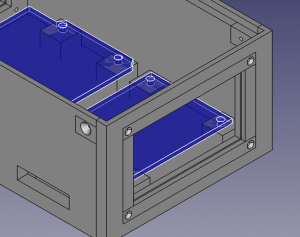
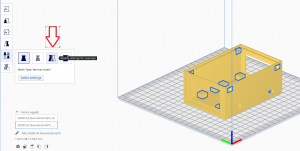 Selezionando l’elemento dei rinforzi, lo spostiamo (tramite gli strumenti offerti da Ultimaker Cura) nella posizione appropriata.
Selezionando l’elemento dei rinforzi, lo spostiamo (tramite gli strumenti offerti da Ultimaker Cura) nella posizione appropriata.
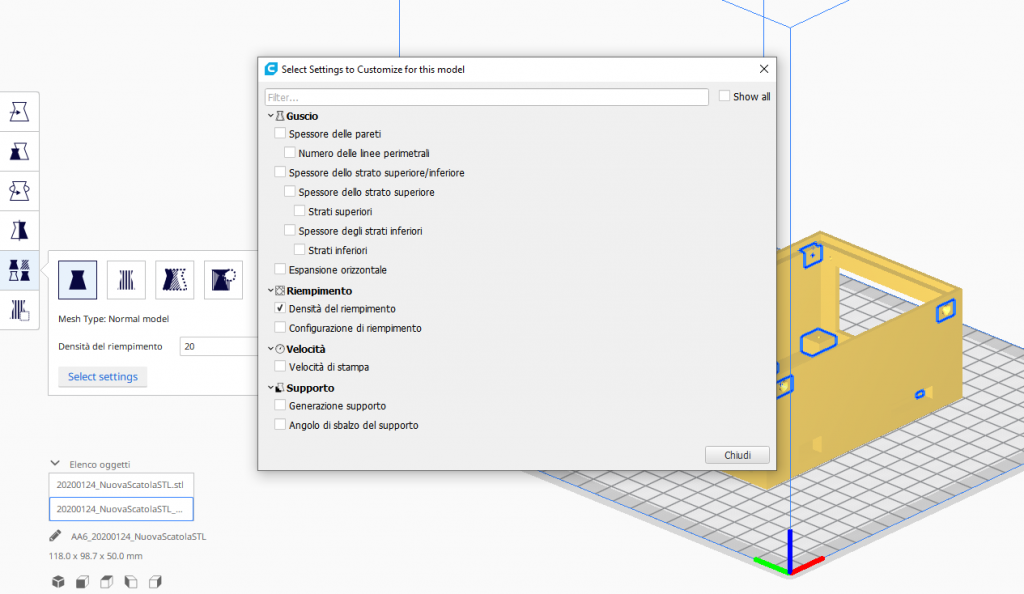
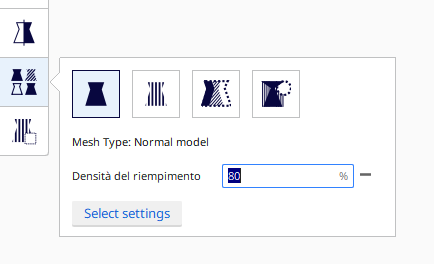
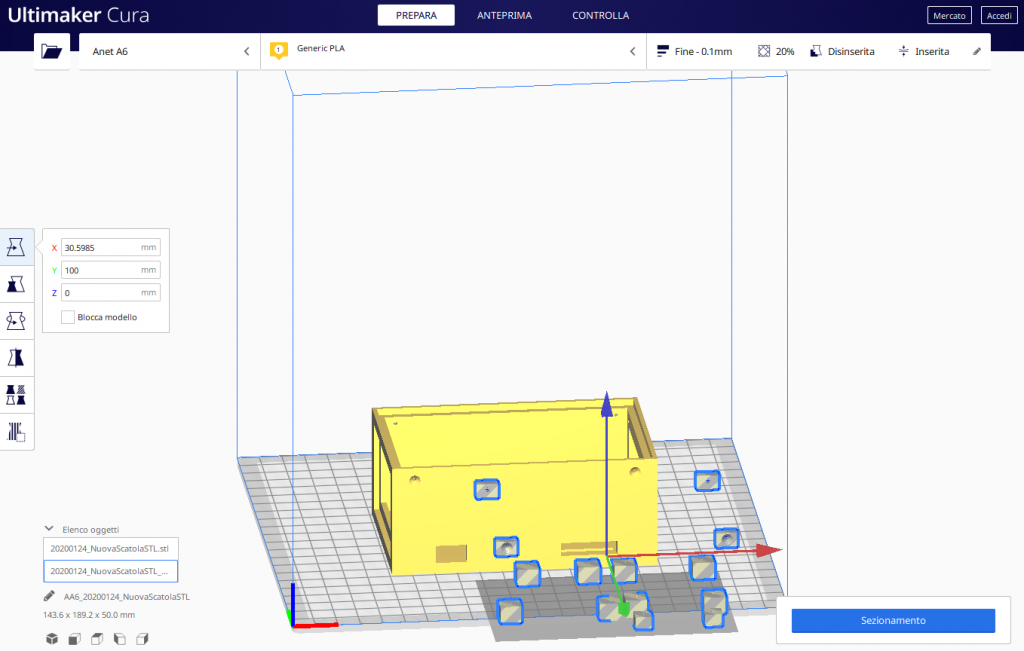
Dopo lo spostamento, selezioniamo il tool “Modify settings for overlaps“, tramite il quale sarà possibile, con l’opzione “Select settings“, selezionare la configurazione speciale della Densità di riempimento per l’elemento selezionato.
Dall’elenco